



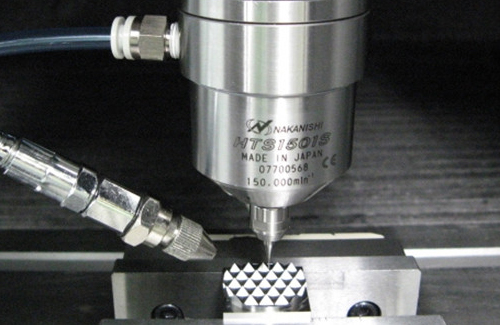






钢件高精密铣削用中西E4000大扭矩电主轴BMS-4020
钢件高精密铣削用哪款主轴好?推荐NAKANISHI中西E4000大扭矩电主轴BMS-4020,外径40mm,功率1200W,扭矩可达1N.m,旋转跳动精度1μm以内,可夹持10mm以内刀具柄径,铣削力度大,效率高,还能保证铣削精度。
14年经验总代理 | 品牌正规授权 | 专业售后支持
全国服务热线:
13612997620 13923746165进口品牌原装产品,价格+服务两不误

日本NAKANISHI自动换刀防静电主轴,型号NR33-6000ATC-ESD,是一款专为PCB板加工而研发的自动换刀主轴,具有防静电功能化,能够防止PCB在加工工程对电子元件造成的损坏。

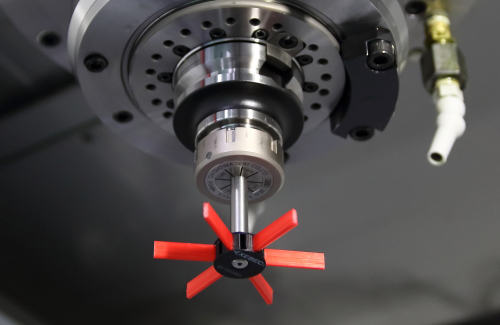
有些复杂形状的工件去毛刺不仅需要一道加工工序,而是需要多种加工工序和多种研磨耗材,日本NAKANISHI自动换刀主轴NR4040-AQC,具有气动快速换刀功能,钢性强,能够去除较硬材质的工件毛刺,搭配刀具库,可以配置多种研磨耗材,真正实现一轴多用,大大提高去毛刺效果,降低去毛刺成本。

日本NAKANISHI大扭矩betwayapp官方下载 BMS-4020,直径40mm,转速20000转/min,扭矩可达1.0N.m,输出功率1200W,马达主轴一体式,搭配E4000控制器配套使用,主要应用不锈钢等较硬工件去毛刺、钻孔、铣削等作业。
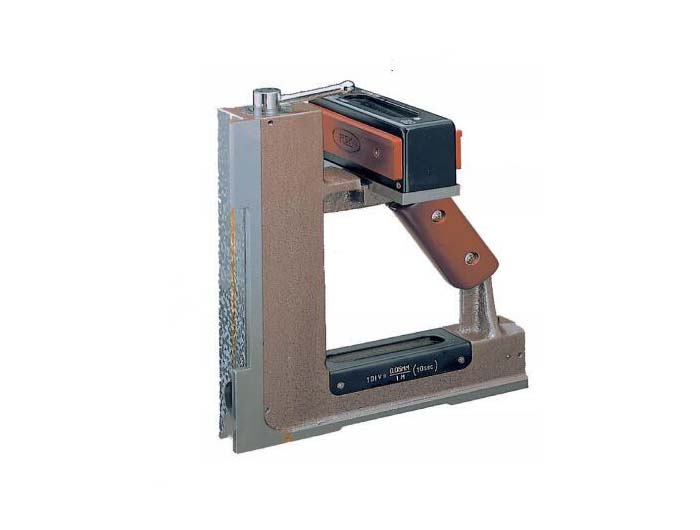
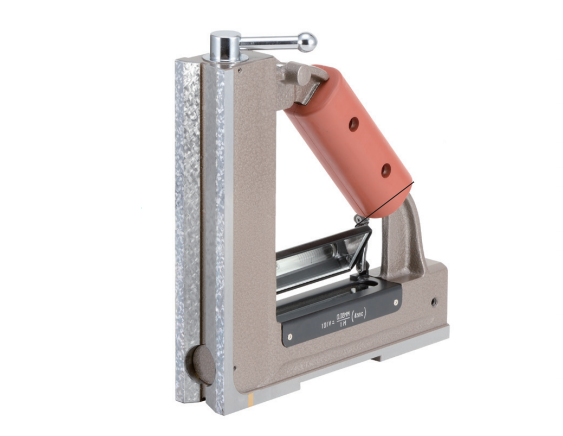
日本RSK含导轨磁性水平仪,型号有583-1502LM和583-1505LM两个型号!可利用Z轴付磁力吸着轴柱子上检查直角度。

SK数显水平仪DL-m3,数显表示、短时间内能分解确定 0.01mm/m 的数值,数据读取没有误差!

RSK高精密框式水平仪541-2002A,高精密等级A级,感度0.02mm,是可以过第三方计量的高精密框式水平仪。
30余个品牌原厂正规授权,可出具授权证明

FT浮动去毛刺主轴AF30

大力矩精密打磨机ES50T-HR

EV410-230电动打磨机

数显测厚规JAN-255

ASKER橡胶硬度计JAL型

ASKER海绵橡胶硬度计F型
如何选择一家可靠的进口品牌代理商?

必威平台官网 工具-您身边值得信赖的进口工量具专家
可提供原厂证明资质
与国外品牌长期合作以来,必威平台官网 已获得众品牌的认可;在中国市场的销售与服务中,品牌原厂持续提供强大的资源支持。必威平台官网 可根据客户需求提供原厂证明、报关清单、原产地证明。
为客户直省20% 采购成本
必威平台官网 所有高精密量具进口品牌均是总代理,拒绝层层转销,为客户节省20%成本;拥有各品牌原厂的资源支持,亦可为客户持续提供强大的原厂标准的技术支持。
品类齐全,一站购齐
必威平台官网 在美国、日本设立全球采购点,已积累1000多个国外品牌官方授权,产品线丰富,型号齐全。
从选型到维护360度贴心服务
售前:10年经验的选型团队为您提供选型方案;
售中:提供产品操作培训、安装调试等驻场服务;
售后:自有强大维修中心,常备上千种品类原装零配件,专业高效
维修: 用心帮您还原出厂品质。
常年为12个行业应用提供专业服务
深圳必威平台官网 工具代理进口测量检测工具及仪器,抛光打磨产品与耗材。聚集各国产品技术,解决国内制造业所需。必威平台官网 工具致力于批发进口精密量具,检测工具,研磨工具以及研磨材料。聚集各国产品及技术,全方位解决中国制造业所需。必威平台官网 工具提供超过1,000 种种类齐全的检验工具和抛光设备及耗材。从多种的尺寸测量方案,用于精加工的betwayapp官方下载 ,检验各种机台平面度的高精密水平仪



高光及超精加工电主轴哪个牌子好?建议选择nsk高速电主轴,转速最高可达80000rpm,跳动精度1μm以内,转速高,精度高,高光效果好,无刀纹震纹,尤其适用于超精密加工。
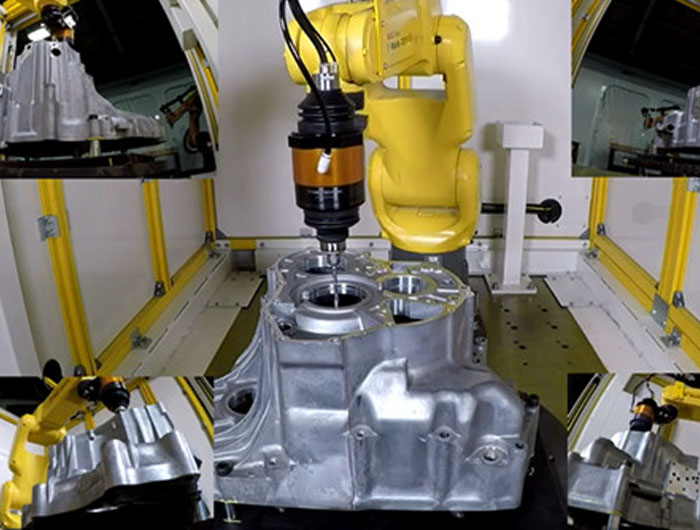
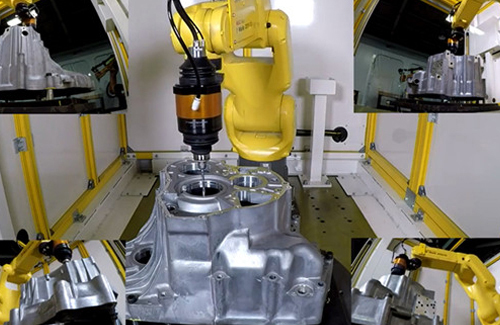
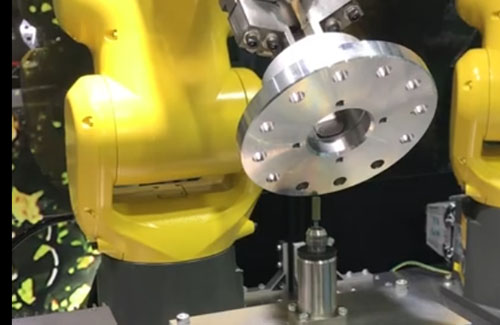
在压铸铝合金产品的生产过程中,合模线毛刺问题一直困扰着众多制造商。为了解决这个问题,我们特别推出了全新的去毛刺解决方案——在机器人末端加装msiy-40浮动电主轴,搭配大和化成橡胶磨头。
在精密制造领域,外螺纹的毛刺问题一直是影响产品品质和加工效率的关键因素。传统的去毛刺方法往往耗时费力,且难以达到理想的加工效果。为了解决这一难题,现代制造业开始引入先进的机器人末端加工技术,其中,加装msiy-3316电主轴搭配XEBEC轮型研磨刷的组合,成为了外螺纹毛刺去除的新宠。
三轴坐标机加装msiy-40电主轴,可对注塑件水口进行切割,60cN.m的输出扭矩,保证了在高速切割下依然能保持稳定、强劲的切割力,轻松应对各种复杂形状和材质的水口切割需求。

NAKANISHIbetwayapp官方下载 是如何实现一拖四的?具体怎么操作,有哪些产品,本文为您详细解答。
日本NAKANISHI高速电主轴的使用寿命,跳转精度保持在1μm以内,使用寿命可达3500个小时;当使用时间超过3500小时,不保证跳转精度维持在1μm,但仍然可以正常使用。
想知道刀痕怎么去除?就得了解什么是刀痕?刀痕形成的原因。必威平台官网 工具为您整理了四种去除刀痕的方法,总有一种会适合您。
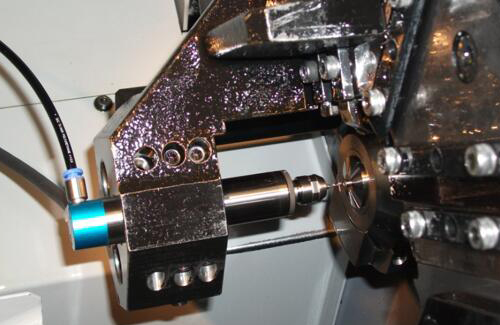
不锈钢304钻2*10mm的孔,2秒就能完成一个孔,你猜怎么加工出来的?用这款CTS中心出水电主轴,转速高达3万转,旋转跳动精度1μm以内,搭配中心出水的硬质合金钻头,不堵孔,不断刀,2秒就能完成一个孔,效率大幅度提升。
star走心机钻0.6mm,深度13小孔怎么才能避免不断刀呢?可在背轴加装高频铣BM-322FL,转速高达6万转每分钟,跳动精度1um以内,搭配硬质合金钻头,线速度跟上,钻微孔不易断刀。
